เครือข่ายการขับรางรางม้วนเครื่องขึ้นรูปหลังคารางน้ำหลังคาเครื่องทำ 15m / นาที พารามิเตอร์ทางเทคนิค
1.1 ความเร็วในการหมุน: 15--18 m / นาที (ไม่รวมเวลาตัด)
1.2 ความหนาม้วน: 0.3-2.6 มม
1.3 วัตถุดิบ: แผ่นเหล็กชุบสังกะสี
1.4 มิติ: 3500 × 1600 × 1500 (มม.)
1.5 ความกว้างที่มีประสิทธิภาพ: 60 มม
1.6 สถานีลูกกลิ้ง: ประมาณ 19 สถานีขั้นตอนเดียวสำหรับลายนูน
1.7 วัสดุลูกกลิ้ง: เหล็กฟอร์จ # 45, เคลือบด้วยโครเมี่ยม
1.8 เพลาเส้นผ่าศูนย์กลาง: Φ70mmวัสดุเป็นเหล็ก 45 # forge
1.9 การส่ง: โดยสายโซ่ 1 นิ้ว
1.10 วัสดุของห่วงโซ่: 45 # ปลอมแปลงเหล็กดับความถี่ 12A
1.11 วัสดุของการตัด: Cr12Mov พร้อมดับ HRC58-62 °
1.12 ความทนทานต่อการตัด: 6m + -1.5mm
1.13 เฟรม: เหล็กชนิด H
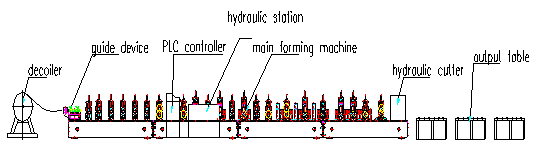
องค์ประกอบหลัก
จำนวน | รายการเครื่อง | จำนวน |
1 | 3T Passive De-coiler | 1 ชุด |
2 | อุปกรณ์ให้อาหารและปรับระดับ | 1 ชุด |
3 | ระบบขับเคลื่อนโซ่ | 1 ชุด |
4 | เครื่องขึ้นรูปหลัก | 1 ชุด |
5 | อุปกรณ์โค้ง | 1 ชุด |
6 | อุปกรณ์ตัดไฮดรอลิก | 1 ชุด |
7 | รถ stacker อัตโนมัติ 6 เมตร (ตรงข้าม) | 1 ชุด |
8 | ระบบควบคุม PLC | 1 ชุด |
| 9 | สถานีไฮดรอลิก | 1 ชุด |
ขั้นตอนการทำงาน
A.Passive Decoiler .............................................. ............ เพื่อโหลดและคลายเกลียววัสดุ
B.Servo Feeding Applicator ............................................ ป้อนวัสดุอย่างถูกต้อง
C. ไฮดรอลิก / กดเจาะ ........................................... ถึง หมัดตามความต้องการ
D. หน่วยขึ้นรูปม้วน ............................................. ............ เพื่อม้วนแบบฟอร์มตามความต้องการ
E. การตัดไฮดรอลิก .............................................. ........... ตัดแผ่นตามความยาวที่ต้องการ
F. ตารางออก .............................................. .................. สนับสนุนผลิตภัณฑ์สำเร็จรูป
Decoiler ---- การให้อาหาร --- การปรับระดับ --- การตัด --- การขึ้นรูปม้วน --- ตารางที่ออกมา
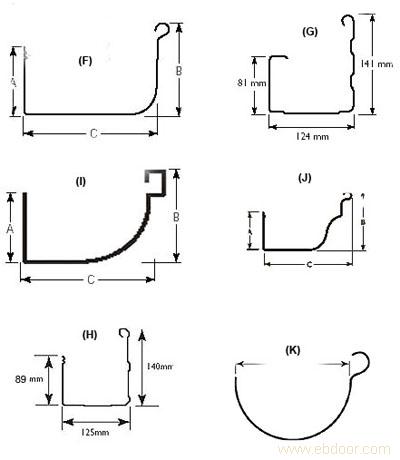
โปรไฟล์มาตรฐานของรางน้ำ

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
